

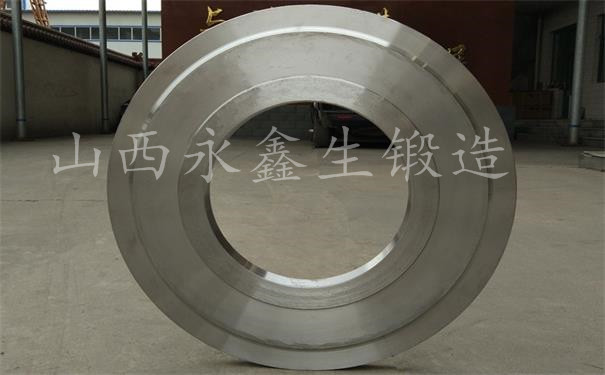
环形锻件是锻造行业中的产物,锻件的一种类型。是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。环形锻件在日常生活中随处可见,是一种工业制品。接下来我们说一下环形锻件的生产流程。
一、滑线落料:根据产品要求将钢锭切割成合理大小及重量;
二、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
三、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
四、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
五、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是消除内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
六、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
七、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。
八、机械性能试验:为满足客户需求,须对锻件进行机械性能的测试主要是屈服、抗拉、冲击等试验。目前企业主要检测设备有万能力学性能试验机1台、冲击试验机1台、连续式钢筋打点机、超声波探伤仪1台、磁粉探伤仪1台、测温仪2台、电动双刀拉床1台、冲击低温仪1台、金相显微镜1台、金相预磨机1台、金相切割机1台、布氏硬度计2台等,可基本满足各类锻件常规检测的需要。
九、终检测:对锻件成品进行终检验,确保锻件外观平整无裂纹等缺陷,尺寸在图纸要求范围内并做好记录。
十、入库:经过质量检测后成品锻件,经过简单包装处理后进入成品库以备发货。
我们只做好锻件 不锈钢锻件www.forging1.com

文章原创如需转载请注明永鑫生锻造厂提供!







